

对“十四五”石化煤化工甲烷和VOCs协同管控应用的思考
有机复合污染控制工程教育部重点实验室 焦正 郑承煜
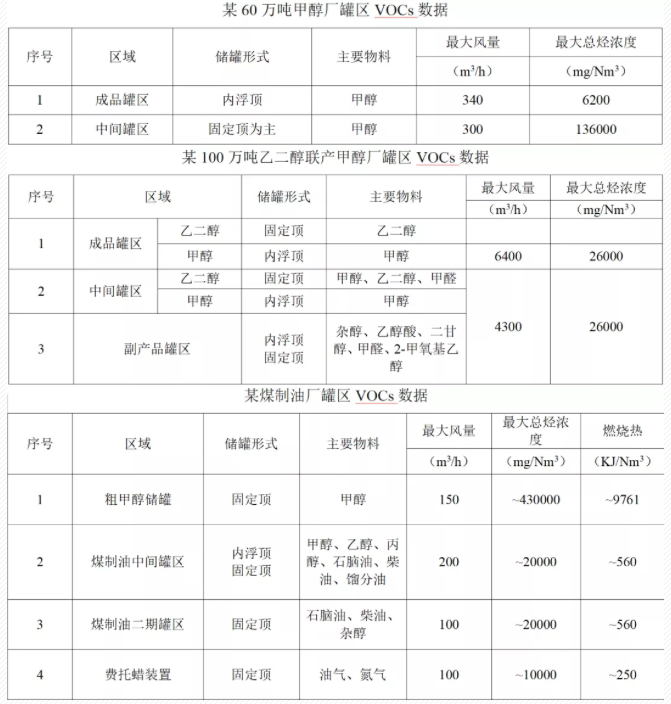
依据SH/T3002-2000《石油库节能设计导则》的计算方法,计算10000m3典型内浮顶加氮封甲醇储罐的排放量及排放浓度,VOCs排放浓度为30226.03mg/m³,排放体积浓度2.12%,小于甲醇爆炸下限(5.5%),实测值基本符合理论计算。
1.2 装卸区
装车区治理的废气为罐车内部废气,属于有氧废气,废气量与装车速率有关。以40m3罐车为例,充装完成时间一般需要30分钟,废气排放量80m3/h,实测浓度值根据季节不同,差异较大,以甲醇为例,冬季10℃灌装时VOCs浓度约为20g/m3,夏季30℃灌装时VOCs浓度约为60g/m3。
目前,石化、煤化工罐区和装卸普遍都采用冷凝、回收的工艺,所以,在此一并做分析:
1.2.1吸收+冷凝+吸附
“吸收+冷凝+吸附”工艺,主要是将油气中的过饱和部分烃类组分冷凝为液体,冷凝液全部存储在回收液储罐内,油气经过冷凝单元,回收率超过97%,冷凝之后的尾气接入吸附单元。
吸收单元:油气在进入风机前通过冷媒冷却降温后经风机增压先经过吸收单元,在吸收单元通过重油对油气进行洗涤,除去其中的可以溶解的挥发性气体,洗涤完的气体送去冷凝单元,洗涤下的重油在塔底通过回油泵循环使用,定期对洗涤油进行更换,保证洗涤效果。
冷凝单元:洗涤吸收后的气体进入冷凝单元,冷凝釆用微正压三级梯度式冷凝,接进入回热交换器与冷凝处理后的气体进行回热交换后继续进入冷凝单元进行多级冷凝:先经预冷器被冷却,冷凝出部分油和水进入气液分离器分离出液相部分,气相再进入第二级换热器被冷却,进一步析出一部分油分,经气液分离器分离出液相部分后,气相部分进入第三级换热器,进一步析出一部分油至此大部分的烃类组分被冷凝液化析出,冷媒在第三级换热器的蒸发温度最低为-75℃,分离出油回收到储油罐。
吸附单元:吸附单元由两台吸附罐、一台真空泵、排气筒及配套设施组成。未被冷凝处理的低浓度油气,进入到吸附系统,吸附系统由两吸附罐交替进行吸附-脱附-清扫过程,在常压下A罐吸附原料中的剩余油气组分、当吸附饱和后、系统自动切入B罐进行吸附处理,同时A罐进行真空脱附使吸附剂获得再生,脱附出的油气进行循环冷凝处理;经过吸附系统分离出来的达标尾气经阻火器安全排空。
该工艺优点:流程简单,操作方便,投资较低,但存在以下几个方面不足:
环保无法稳定达标:在冷凝阶段,第三级冷如果是-75℃,部分C2等小分子成分可能冷凝不下来。如乙烷、乙烯等等。罐区VOCs排放无规律,储罐大呼吸时,废气量短时间内剧增,废气输送至冷凝装置时,来不及冷却,瞬间穿透装置,后端即使设置吸附储罐亦达不到VOCs排放标准要求。据调查目前应用的冷凝装置,在储罐大呼吸时,冷凝吸附后排放浓度约在400~1200mg/m3不等,远达不到环保排放要求。
2021年6月9日,在央企天津**石化调研时,该罐区采用三级冷凝+膜分离+活性炭吸附脱附无法达标,后来再上了树脂吸附脱附也无法达标,最后只好送火炬焚烧。
经济性:为解决上述问题,将冷凝装置处理能力加大,又带来新的问题。首先,投资大幅增加。其次,相对于油品,甲醇的挥发性偏低,冷凝回收的物料有限,远达不到理论计算的回收率,达不到预设的经济效益。据调查,某甲醇厂油气回收装置月回收甲醇仅几百公斤,是运行费用的几十至几百分之一,经济性较差。
综上,油气回收方式治理VOCs经济效益优势体现的不明显,甚至治理后的废气无法达到排放限值。笔者认为氧化法是解决治理达标较彻底的方法,但由于工艺的特点,废气主要是间歇性排放,补充燃料较多,所以需要考虑和其他工段废气整体的、综合的解决。
| 罐区、装卸采用吸收+吸附”不能稳定达标 |
| 内浮顶采用浸液式或机械式鞋型密封,呼吸阀出口VOCs浓度仍有2000mg/m3 |
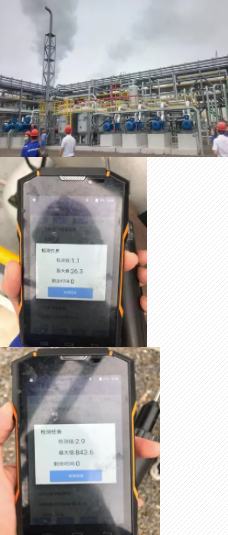
| 2021年5月26日,生态环境部调研组在**煤制油公司调研。调研使用红外成像、手持式仪器检测,罐区、装卸车尾气处理设施采用柴油吸收+冷凝+活性炭循环吸附脱附,进口浓度2602PPM,出口浓度2302PPM,净化效率低,无法达标。 |
| 企业涉苯罐区储罐主要为中间原料罐,24台涉苯储罐通过收集后引入一套“重芳烃吸收+膜分离+活性炭吸附”组合工艺设施进行处理。现场检查时该油气回收设施处于运行状态,通过红外成像仪检查排气筒未见明显排放,FID检测治理设施进口总烃浓度为844ppm,出口总烃浓度为26ppm,按苯折算约为90.6mg/m3,超标23倍。 |



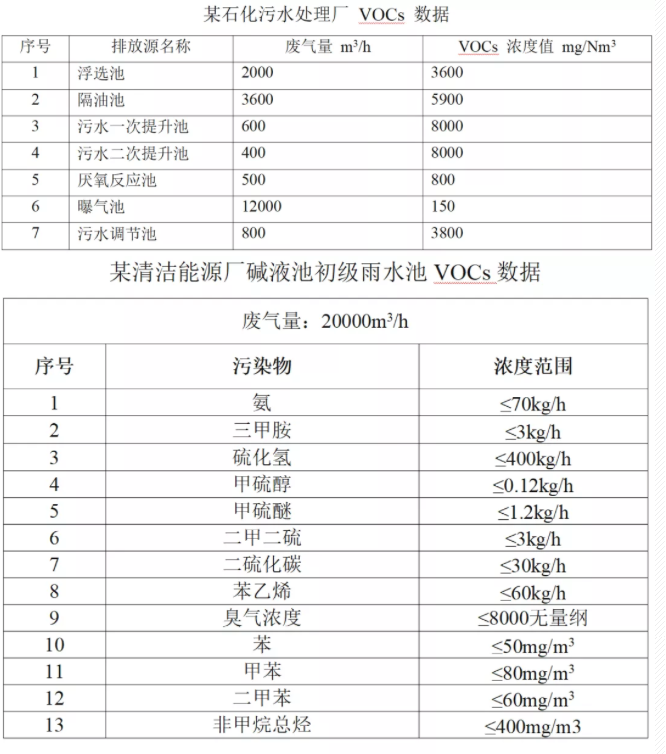
石化污水处理场采用生物法工艺的几乎都无法稳定达标排放 | |
将调节罐、均质池、隔油池、气浮池产生浓度为1050ppm的高浓度有机废气,和生化产生浓度为40ppm的低浓度有机废气混合后,采用“预处理+生物滴滤床+生物滤床”组合工艺进行治理,混合进气浓度为183ppm,排气浓度为187ppm。 | |
| |
| |
2021年5月25日,生态环境部在**煤制油调研,污水处理厂采用“碱洗+生物法+光催化+活性炭吸附”废气处理设施,进口VOCs浓度为306PPM,废气处理设施出口275PPM,净化效率低,不达标。 |
|

1.3.2吸附法
吸附法是利用活性炭、硅胶或活性纤维等吸附剂对油气/空气混合气的吸附力的大小,实现油气和空气的分离。气体通过活性炭等吸附剂,油气组分吸附在吸附剂表面,然后再经过减压脱附或蒸汽脱附,富集的气体用真空泵抽吸到油罐或用其他方法液化;而活性炭等吸附剂对空气的吸附力非常小,未被吸附的尾气经排气管排放。
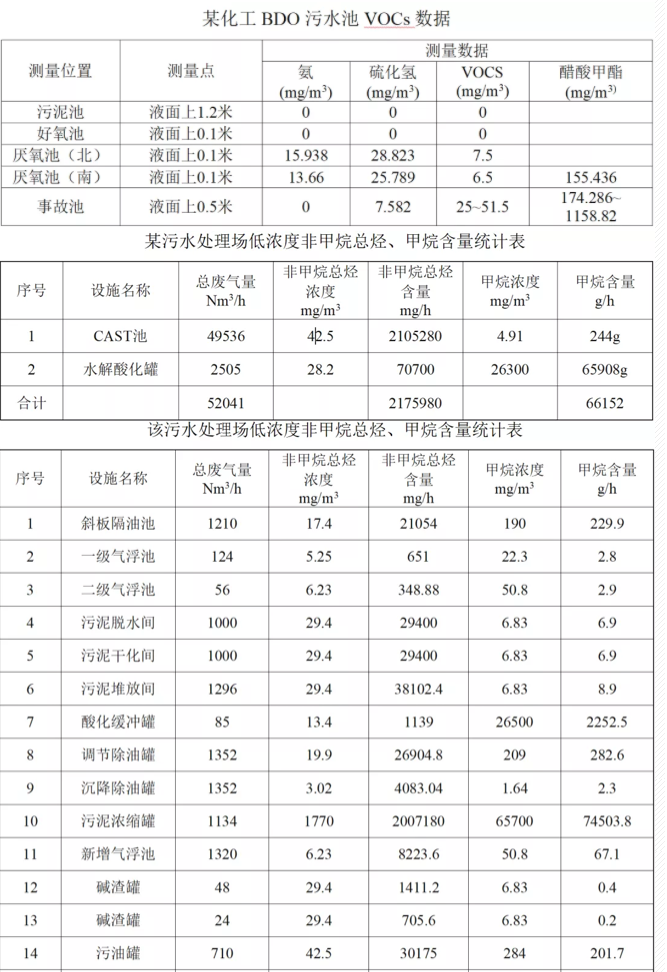
此工艺投资较少,但存在问题较多,在2020年生态环境部对石化、煤化工污水处理场的调研情况来看,几乎是全军覆没,都无法稳定达标,去除效率较低,特别是对甲烷等非二氧化碳温室气体、硫化氢的去除效率较低,导致现场异味较大,无法满足GB37822-2019《挥发性有机物无组织排放控制标准》。

2.VOCs协同治理技术分析
针对上述情况,中石油吉林石化创造性的采用了储运、污水处理场、生产工艺废气协同治理的方法。即,在采用了完善的、严密的安全控制系统后,把该厂罐区、污水厂、生产装置挤出机产生的废气汇总后统一治理(罐区独立收集),进入安全型蓄热式热力氧化装置进行处理。具体如下:
2.1工艺参数
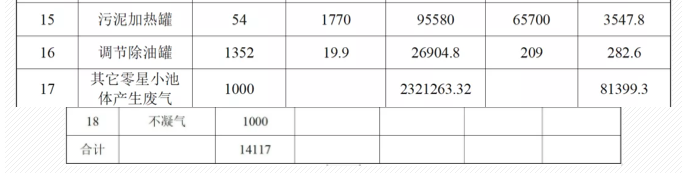
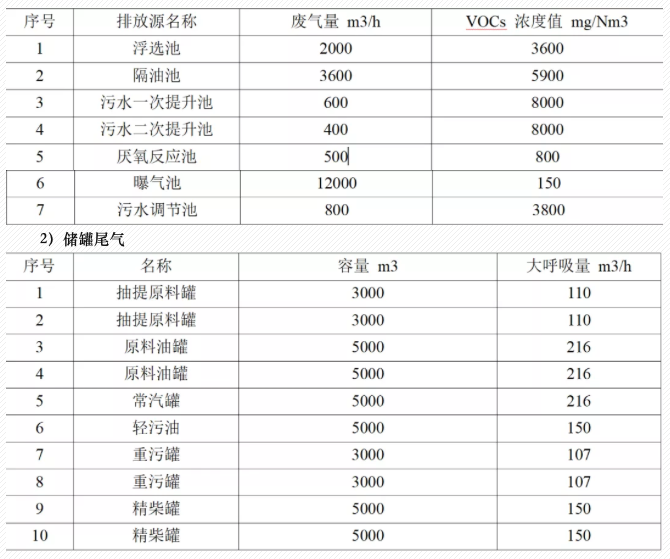
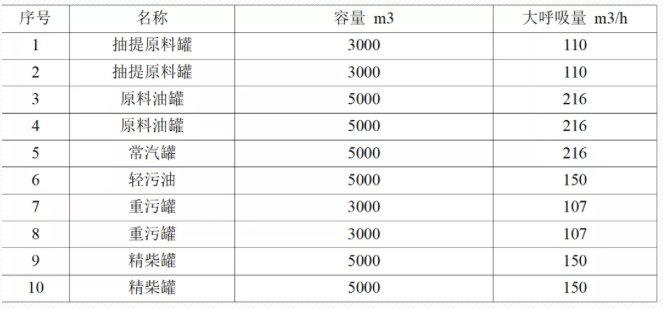
1)污水处理场
3)车间挤出机不凝气
风量:5000 m3/h;VOCs 浓度:4000mg/Nm3。
2.2.工艺设计流程
污水处理厂废气经过收集,管网汇总后,经过碱洗预处理,去除废气中含有的酸性物质,再经过预处理风机送至除雾混合箱;罐区高浓度废气经过冷凝回收(三级)降低VOCs 浓度至LEL以下,再送至除雾混合箱;车间挤出机尾气经过送风机送至混合箱体。混合箱通过安全型蓄热式热力氧化装置RTO 风机控制保持混合箱为负压,经过RTO高温氧化的尾气经过烟囱达标排放。RTO 设计废气量为40000 Nm3/h;设计去除效率99%。
2.3.安全措施规范
本项目的关键就在于安全控制措施。
1)各部分废气通过独立管道输送至GRTO装置界区,装置前段设置缓冲罐,对高浓度气体消峰,使其更平稳的进入GRTO装置,保障装置平稳运行;
2)各区域输送管道起始端设置止回阀,防止互相窜气,设置爆轰型阻火器,消除回火隐患;
3)设置预处理喷淋洗涤塔,有效降低进入GRTO的(水溶性较好的)有机物浓度和固体颗粒物,延长停留时间,洗涤塔设置防静电措施,降低安全事故损失;
4)GRTO装置入口设置紧急双切断阀和爆轰型阻火设施,保障GRTO及前系统安全,严防回火;
5)输送管道总管、支管安装LEL监测仪,协同GRTO连锁控制,严格控制GRTO入口废气浓度不超过25%LEL;
6)浓度监测仪、紧急稀释风阀、RTO风机等仪器设备之间的连锁控制,对突发问题第一时间做出正确的动作;
7)GRTO装置设置多种安全保障措施,炉膛紧急泄爆门,急速降低炉膛压力,温度、压力、压差等控制连锁,保障运行安全;
8)设置GRTO燃烧器为长明火装置,避免浓度波动大时频繁点火,点火器高浓度废气聚集,发生爆炸危险;
9)安全启机预热,首先点燃燃料串的母火,确认无误后再导入天然气点燃主火进行预热炉体;
10)设置经FM认证的高温控制报警,设置公用工程应急系统。
11)整个安全设计严谨,措施周密,安全系数高。
2.4.协同管控优势
1)厂区内排放点减少,罐区废气不在就地排放,减少监测点;
2)罐区风险源消除,不再有冷凝后不达标中高浓度废气就地排放,以免发生爆炸危险;
3)罐区冷凝装置主要担负将废气浓度降至爆炸下限以下的任务,无需直接冷凝至达标浓度,投资和运行费用将会大幅降低;
4)相对于污水治理区域大风量,罐区送至的风量不超过5%,对装置的运行、投资影响较小;
5)罐区高浓度废气对污水治理区低浓度废气进行补充,有利于GRTO运行,浓度达到一定的浓度,GRTO无需燃料补充,有效降低碳排放;
6)GRTO对安全风险的把控完善,消除安全隐患。
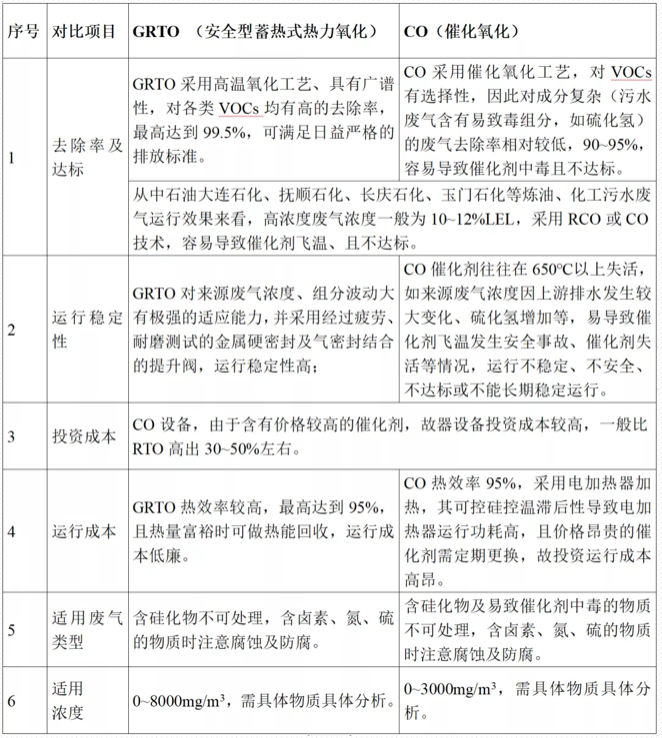
2.5.GRTO与CO(催化氧化)工艺对比
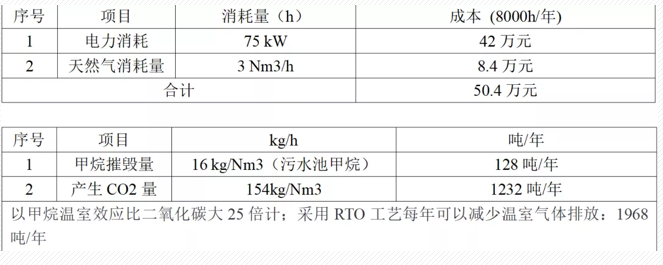
2.6 经济效益和环保效益分析
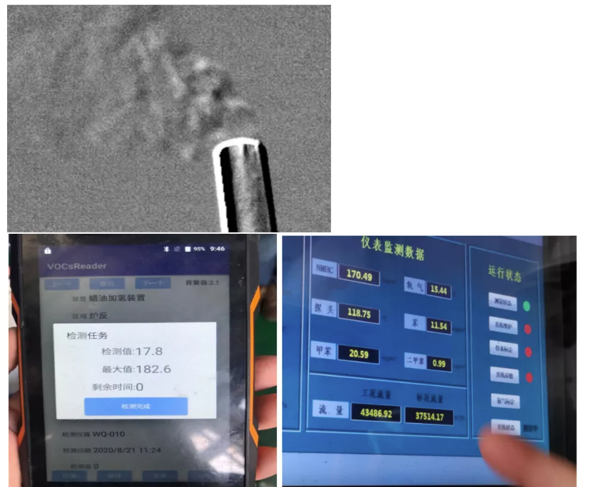
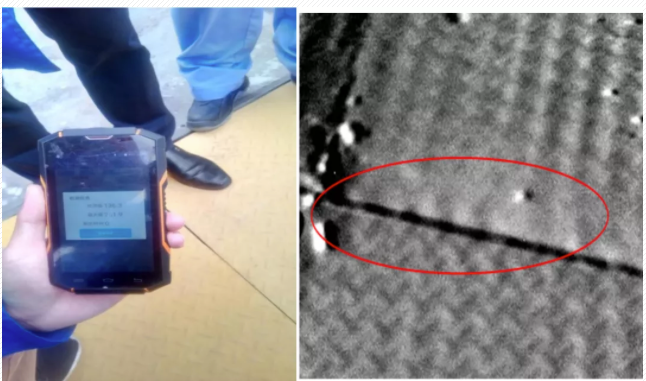
3.现场设备照片及第三方检测报告

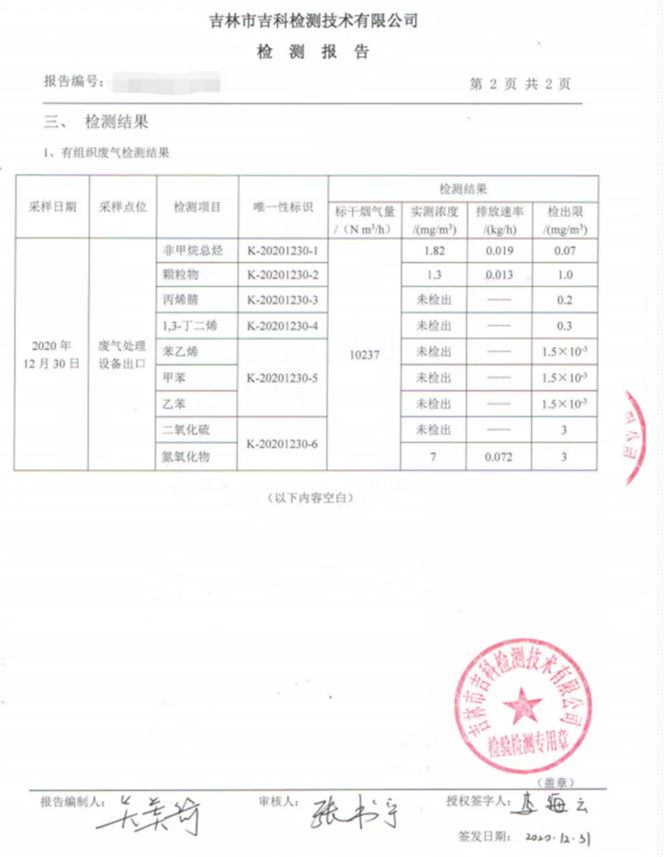
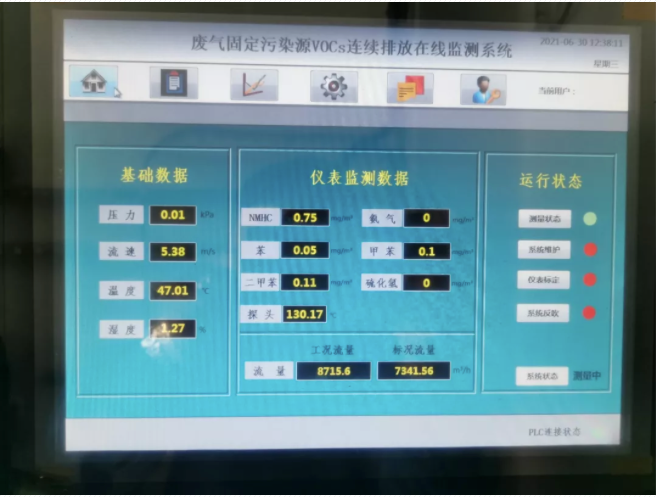
非甲烷总烃联网在线监测
4.结论
石化、煤化工行业储运、污水处理厂、生产工艺废气统一进入安全型蓄热式热力氧化装置,可以有效解决高低浓度不一,来源不同的工业废气治理难的问题,实现了甲烷等非二氧化碳温室气体与VOCs协同治理。该项目运行一年多,安全稳定,净化处理效率高,一次性投入成本低,运行维护成本低,性价比高,热能回收符合节能降耗的要求。同时该技术入选国家工信部、科技部、生态环境部2022年1月13日联合下发的《关于印发环保设备制造业高质量发展行动计划(2022年-2025年)的通知》里的大气污染重点推广装备技术;因此,可列为石化、煤化工行业甲烷和VOCs协同管控的重要参考手段。
